激光干涉仪在几何误差软件补偿技术上的实践
szzhongtu5 · 2021-12-23 13:27 · 111680 次点击
本文原载于《内蒙古教育》,作者:广东省工商高级技工学校 温剑艺
摘要:本文介绍了三轴立式数控铣床几何#误差#的检测方法、建模理论、软件补偿技术,利用中图仪器SJ6000 #激光##干涉仪#在不改变机床的硬件的前提下对 ZXK-32D 三轴立式数控铣床的几何#误差#进行测量、建模,实施#误差#补偿,验证几何#误差#软件补偿技术。

零件的制造、设备安装和
#保养#及长时间运行零件间的相互摩擦造成的磨损等导致机床几何
#误差#产生,是加工
#精度#降低的主要因素。为了提高机床的加工
#精度#,需要对机床进行几何
#误差#补偿。有研究表明,
#数控机床#在温度变化影响不大的情况下几何
#误差#较为稳定,因此,提高机床
#精度#可采取
#误差#补偿的方式。对于
#误差#的产生、检测和补偿国内外很多学者进行了深入的研究分析 并在各自的理论基础上分别建立了
#数控机床#几何
#误差#运动数学模型和
#误差#辨识模型 为
#误差#补偿的研究
#实践#提供了方向。
一、三轴立式数控铣床几何#误差#检测方法
机床的几何
#误差#是机床结构系统的
#误差#,即为几何
#误差#,包括机床各部件工作表面的几何形状和相互位置
#误差#、零件尺寸
#误差#和装配
#误差#。三轴立式数控铣床几何
#误差#理论上可达21种。从目前认可的研究结果来看,
#误差#辨识方法主要有几类 : 单项
#误差#直接测量、综合
#误差#测量和间接测量法。
(一)单项#误差#直接测量法
单项
#误差#直接测量法是利用相关测量仪器依据测量基准 对
#数控机床#的各项几何
#误差#逐一测量 即可得到分离的单项几何
#误差#参数,适用于一些传统的检测量具。例如,可利用电子
#水平仪#测量
#数控机床#的剩余转角
#误差# ,可利用
#激光##干涉仪#装置测量数控铣床的直
#线性##误差#。
(二)综合#误差#测量参数辨识法
综合
#误差#测量参数辨识法是采用“数学辨识模型 + 特定点空间位置
#误差#”
#测量机#床在运行正常的情况下出现的
#误差#,并获得单项
#误差#数据。综合
#误差#辨识是先通过数学建模 然后基于模型对其测量点的综合
#误差#进行分离辨识 从而间接 得到机床各项几何
#误差#离散值。
二、三轴立式数控铣床几何#误差#的建模理论
按认可的观点,
#误差#建模是三轴数控铣床
#误差#测量、
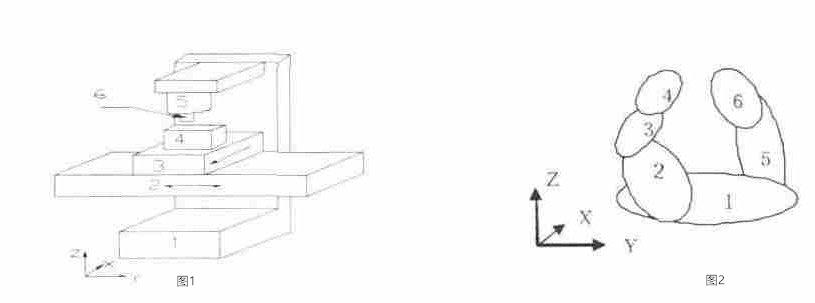
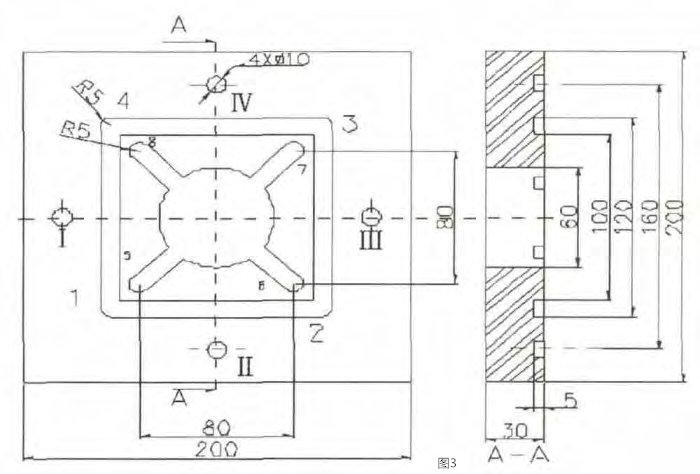
#误差#补偿的关键。根据多体系统运动学理论和拓扑结构理论, 把三轴立式数控铣床结构建立结构示意图(如图1所示)和抽象的拓扑结构图(如图2所示),可以以立柱、床身(固 定轴1)为基础建立2个分支和3个运动轴,两个分支终端是工件4和刀具6。
 三、几何#误差#软件补偿技术
三、几何#误差#软件补偿技术
几何
#误差#软件补偿技术是一种直接作用于机床的
#误差#补偿方法,通过对
#数控机床#加工指令进行修改达到提高加工
#精度#、减少几何
#误差#的目的。目前,
#数控机床#几何
#误差#补偿多采取软件补偿的方法,分数控程序算法修正和
#控制器#修正。
#控制器#补偿可分为嵌入软件和参数修正。数控程序算法修正是指将程序在数控加工环节和后处理环节中的处理,数控程序补偿可分为后处理器和数控指令修正。
三轴立式数控铣床是通过数控指令控制刀具的切削运动。基于多体系统理论,采取软件补偿的方法对数控指令进行实时修正,实时调整刀具中心运动提高加工
#精度#。几何
#误差#补偿软件补偿可分为仿真模块、建模模块、补偿模块、测量模块四部分,其原理是通过
#误差#补偿软件修改数控指令,用修正后的数控指令驱动
#数控机床#,调整刀具中心运动轨迹,减少刀尖实际位置与理论位置之间的
#误差#,提高加工
#精度#。其中,仿真模块是利用 UG、CAXA 等软件可快速、直观对比补偿前后程序的仿真效果 ;建模模块是通过设置一系列的参数(如机床切削参数、刀具尺寸、设置
#坐标#系等)实现三轴
#数控机床##误差#模型的建立 ;补偿模块是依据测量的
#误差#数据和
#误差#补偿模型补偿或者修正导入数控程序的
#误差# ;测量模块是通过检测获取原始数据,包括 X 轴几何
#误差#、Y 轴几何
#误差#、Z 轴几何
#误差#、垂直几何
#误差#。
四、#激光##干涉仪#测量与建模
#激光##干涉仪#测量一般属于一维的准静态测量方法。
#激光##干涉仪#可在较快的位移速度下测量较大的距离,测量
#精度#高, 一般为 0.1μm,可用于检测直线度、垂直度、俯仰与偏摆、平面度、平行度等几何
#误差#。
#激光##干涉仪#稳定性好,抗
#干扰#能力强,能对测量数据进行自动处理,适合在一般车间条件下使用。
本次使用的中图仪器 SJ6000
#激光##干涉仪#不仅能自动
#测量机#器的
#误差#,还能通过 RS232 接口自动对其
#线性##误差#进行补偿,比通常的补偿方法节省了大量时间,避免了手工计算和 手动数控键入而引起的操作者
#误差#。同时还可最大限度地选用被测轴上的补偿点数,使机床达到最佳
#精度#。另外操作者无需具有机床参数及补偿方法的知识。
#激光##干涉仪# 可以对 X、Y、Z 三轴进行分别测量,可以测得滚动、偏摆、俯仰以及位置度
#误差#。操作如下 :
X 轴测量 :固定 Y 轴和 Z 轴,X 轴从 A0 点移动到 A 点, 测取数值。
Y 轴测量 :固定 X 轴和 Z 轴,Y 轴从 B0 点移动到 B 点, 测取数值。
Z 轴测量 :固定 X 轴和 Y 轴,Z 轴从 C0 点移动到 C 点, 测取数值。
五、软件补偿技术的应用
ZXK-32D 三轴立式数控铣床曾经被洪水浸泡,同时
#维护保养#跟不上,长久使用后
#精度#明显降低。本次实验旨在尝试提高数控铣床
#精度#,在不改变机床的硬件的前提下,对其进行建模测量和实施
#误差#补偿,分别比较验证软件补偿前后加工数据,以判断软件补偿技术是否有效。
ZXK-32D 型三轴立式数控铁床(广州
#数控机床#有限公司) 的基本参数为 :工作台面积(宽×长 )320mm×900mm ;型槽(槽数 - 槽宽 × 槽距)3-14×100 ;工作台承载工件重量 300kg ;工作台左右行程(X 向)550mm ;工作台前后行程 (Y 向)320mm ;主轴箱上下行程(Z 向)300mm ;主轴端面距工作台面距离 50~350mm ;主轴中心线至立柱导轨面距离 300mm ;主轴锥孔MT4 主轴电机
#功率# 1.5/2.2KW ;主轴转速范围 (6 级 ) 265~1815 r.p.m ;进给速度 1~1500 mm/min ;快速移动速度3m/min;
#线性##坐标#的定位
#精度# X/Y/Z:0.04/0.03/0.03 mm ;
#线性##坐标#的重复定位
#精度# X/Y/Z :0.02/0.015/0.015 mm。
综合考虑各种因素,本次三轴数控铣床的几何
#误差#的设备使用中图仪器 SJ6000
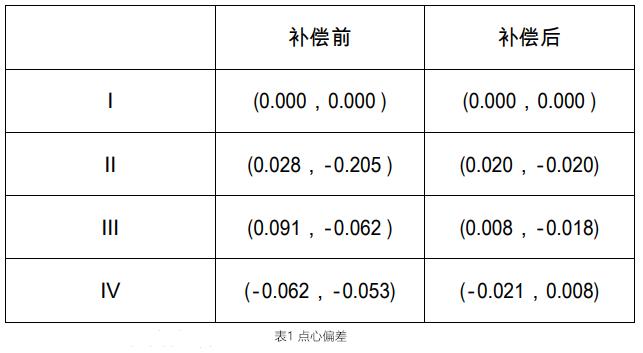
#激光##干涉仪#采用直接测量法。试验零 件如图3所示,具体毛坯参数:200mm×200mm×30mm,铝。零件加工中的具体参数为 :直柄键槽铣刀 Φ10mm,三轴数控铣床主轴转速 1000 r/min,切削进给速度为 80 mm/min。在 进行零件加工的时候,为了最大限度地降低切削力
#误差#造成影响,前后两次零件的试切均选择小切削量低速进给的加工方法。
直线度值的测量选用 DRAGON1075 型手动
#三坐标测量#机,测量点选择如图 3 所示,工件四边直线 (1234) 和工件 对角线(5-76-8)。点心偏差的测量则选取Ⅰ点中心建立一个局部
#坐标#系,再在Ⅱ点、Ⅲ点、Ⅳ点分别测量相对位置, 在加工测量前后注意比较理想
#坐标#值和实际测量的
#坐标#值, 验证试验工件的相关参数,如表 2 所示。

从以上两个表格数据可以看出,
#数控机床#在几何
#误差#软件补偿后,机床直线加工
#精度#和定点运动
#精度#都得到了提高。
六、结束语
#实践#证明,本次将软件补偿技术应用到三轴立式数控铣床几何
#误差#的修正中,虽然受到检测设备成本和检测补偿技术水平的限制没能从各个方面做出更详细检测和补偿,但数据结果显示,软件补偿技术能有效提高机床的加工
#精度#。

 首页
首页 动态
动态 话题
话题 签到
签到 任务
任务

